

简述模具加工的工艺和精度要求
发布日期:2018-01-08 00:00 来源:http://www.dlxinsheng.cn 点击:
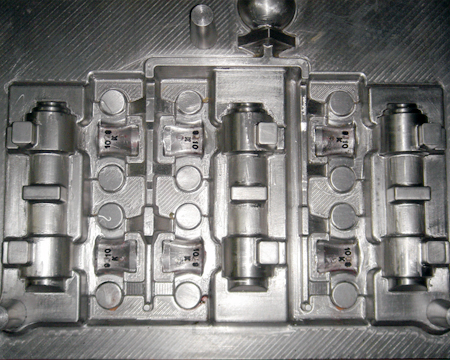
由于模具加工通常有工艺过程长,工序类别多和单件生产的特点.所以,对模具零件的 加工中,需要采用多种加工方法才能达到所需要求,同时,模具零件的精度和表面粗糙度要求都较高,常采用线割和磨削来保证. 模具零件毛坯锻造的作用可使材料组织致密,碳化物分布均匀和纤维流线分布合理,从而达到改善热处理性能和提高使用寿命。
大连模具加工预留量原则:需要热处理加工的工件,热处理前外形备料尺寸单边加0.25mm的磨床余量,模仁、镶件需要CNC粗加工的部分,单边预留余量0.2mm,钳工铣床粗铣外形单边预留余量0.3-0.5mm,线割后需要磨床加工的工件,成型部位单边预留0.05mm,外形开粗单边预留0.1mm的磨削余量; CNC精加工、电脉冲后要镜面抛光,单边留0.03mm的抛光余量。
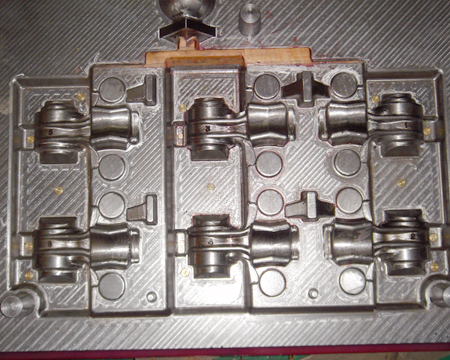
加工精度要求:模具尺寸的制造精度应在0.005~0.02mm范围内;垂直度要求在0.01~0.02mm范围内;同轴度要求在0.01~0.03mm范围内;动、定模分型面的上、下两平面的平行度要求在0.01~0.03mm范围内。合模后,分型面之间的间隙小于所成型塑料的溢边值。
其余模板配合面的平行度要求在0.01~0.02mm范围内;固定部分的配合精度一般选用0.01~0.02mm范围内;小芯子如果无对插要求或对尺寸影响不大可取双边0.01~0.02mm的间隙配合;滑动部分的配合精度一般选用H7/e6、H7/f7、H7/g6三种。 注意: 镜面上如有做了挂靠台阶的镶件,配合不能太紧,否则在镶件从正面往后退敲打时,用来敲打的工具易碰坏镜面,如不影响产品尺寸,可取双边0.01~0.02mm的间隙配合。
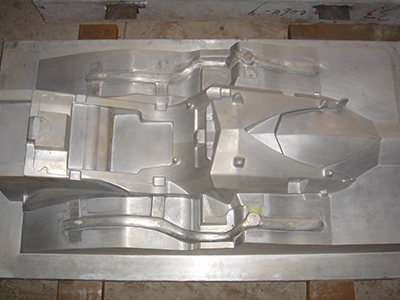
刀具旋转方向与工件进给方向一致时为顺铣,由于切削量倾向把工件拉向刀具的方向,如果切削黑皮工件,将造成刀具破裂,工件损伤,所以若是工件表面不良,应使用逆铣。刀具初接触工件时的切削最厚,慢慢至离开工件时的切削厚度薄, 若采用较薄的加工余量0.05-0.15mm,光洁度较高。