

大连模具加工如何减少缺陷
发布日期:2023-02-08 00:00 来源:http://www.dlxinsheng.cn 点击:
大连模具加工适当的背压:如果背压太低, 螺杆转动易溢入空气, 料筒内料粒密度小, 胶粒塑化效果不好, 影响胶件表观质量(一般背压取10-20kg/cm2);g) 模具上一般设计细水口为0.8-1.0mm.h) 玻璃纤维强化型PS-GF30,料筒温度为180~275,模具温度为20~80,成型收缩率0.1~0.2.密度1.29/cm3。
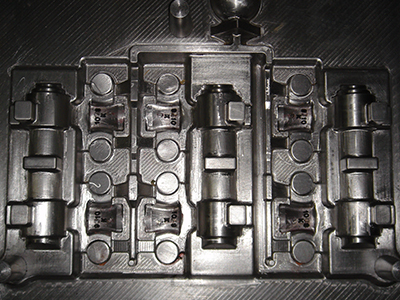
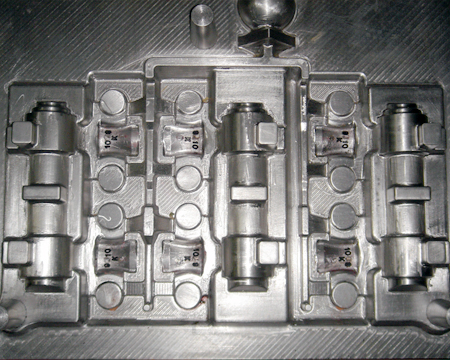
铸造工艺铸造工艺,包括:锌合金铸造(冷冲模、塑料模、橡胶模)、低熔点合金(冷冲模、塑料模具)、肖氏铸造工艺、铍铜合金铸造(塑料模具)、合成树脂浇铸(冷冲模)、低熔点合金和合成树脂浇铸模,以及冷冲模上、下模板的制备、大型拉深模和框架部件的坯料的制备。模具钢相关技术数据:火淬火钢,无磁模具钢,红冲模具钢,空冷钢,基钢,日本大同模具钢,瑞典一胜百模具钢,DC53, VIKING,S136, SLEIPNER, CALDIE, RIGOR等。
大连模具加工如何减少缺陷
1、合理使用冷却润滑液,发挥冷却、洗涤、润滑的三大作用,保持冷却润滑清洁,从而控制磨削热在允许范围内,以防止工件热变形。改善磨削时的冷却条件,如采用浸油砂轮或内冷却砂轮等措施。将切削液引入砂轮的中间,切削液可直接进入磨削区,发挥有效的冷却作用,防止工件表面烧伤。
2、将热处理后的淬火应力降低到很低限度,因为淬火应力、网状碳化组织在磨削力的作用下,组织产生相变很易使工件产生裂纹。对于高精度模具为了消除磨削的残余应力,在磨削后应进行低温时效处理以提高韧性。
3、消除磨削应力也可将模具在260~315℃盐浴中浸1.5 min,然后在30℃油中冷却,这样硬度可下降1HRC,残留应力降低百分之40~百分之65。
模具材料优异,硬度高 模具的主要材料多采用 合金钢制造,特别是高寿命的模具,常采用Crl2,CrWMn等莱氏体钢制造。这类钢材从毛坯锻造、加工到热处理均有严格要求。因此加工工艺的编制就更加不容忽视,热处理变形也是加工中需认真对待的问题。
加工精度要求高一副模具一般是由凹模、凸模和模架组成,有些还可能是多件拼合模块。于是上、下模的组合,镶块与型腔的组合,模块之间的拼合均要求有很高的加工精度。精 密模具的尺寸精度往往达μm级。